The martensitic stainless steels of 440B and 440C are commonly used in MIM fabrication, but they have a very narrow temperature range for liquid phase sintering, and there are more defective products such as deformation and local collapse during sintering. In this paper, the authors invented an improved 440C martensitic stainless steel, a material that can effectively solve the problems just mentioned.
一、Background: High hardness and corrosion resistance requirements
limit the choice of MIM materials
MIM parts used in hand tools, cutting and grinding tools (such as knives, razors, surgical tools), small hardware (such as cell phone parts) and gasoline nozzle parts in automotive engines, etc., usually require materials with a hardness greater than 55 HRC, as well as a certain degree of corrosion resistance.
There are relatively few materials that can meet these properties in the MIM process. Usually used is 440B and 440C martensitic stainless steel. However, these materials are difficult to sinter; the temperature range for liquid-phase sintering is very narrow, which leads to uneven density distribution in the same sintering furnace, large variations in dimensional shrinkage, and partial melting and collapse of the part.
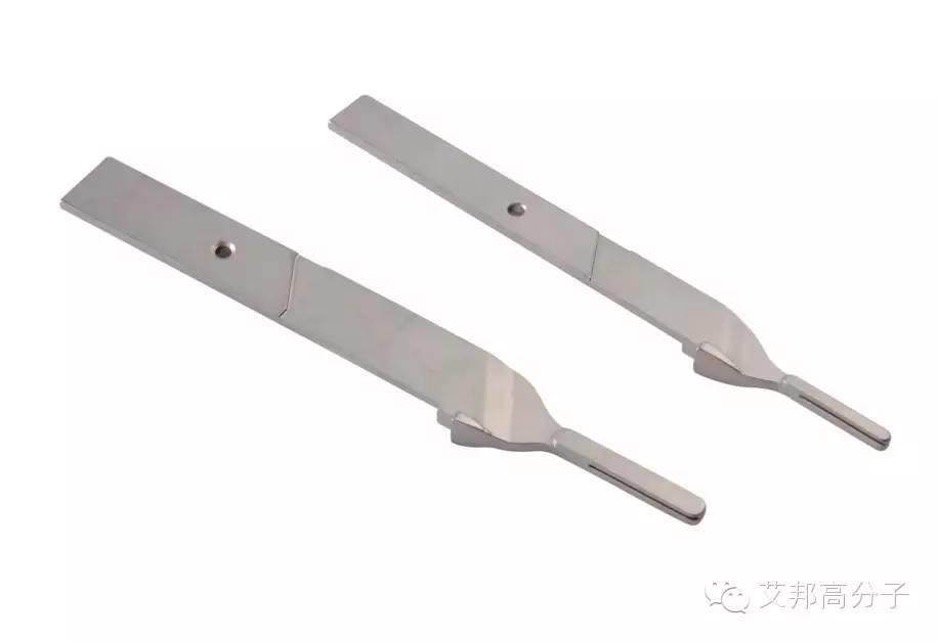
Figure: MIM products – Scalpel Handle
To reduce deformation as well as partial collapse, 440B and 440C are usually sintered by solid phase sintering to a medium density with closed pores and then densified by dieless hot isostatic pressing, the additional process adds significantly to the overall manufacturing cost.
Note: HRC is the hardness obtained by using 150Kg load and 120° diamond cone indenter for extremely hard materials. The shallower the indentation, the higher the HR value and the harder the material.
二、Modified stainless steel 440C-Nb
A modified martensitic stainless steel, “440C-Nb, has emerged, and this alloy has a wider sintering window. A comparison of the composition of this alloy and the standard 440 series martensitic stainless steel is shown in
Table 1::440C-NbComparison with standard martensitic stainless steel

The 40C-Nb system yields a sintering window with a width of about 25°C (temperature range defined in terms of sintering density not lower than 7.63 g/cm³ without causing slumping and partial melting). This temperature range is relatively easy to achieve for standard industrial sintering furnaces, both batch and continuous.
三、Why does 440C-Nb have a wider sinter window?
During the sintering at 440C (1.0% C), the following eutectic reactions occurred when the temperature exceeded the solid-phase line temperature of 1285°C:
γ+ M7C3⇄Liquid phase
The eutectic reaction resulted in the instantaneous formation of 7.5% of the liquid phase. The amount of liquid phase increased with increasing temperature: at 1289°C, the amount of liquid phase was 10.5%, and at 1294°C it reached 12.6%.
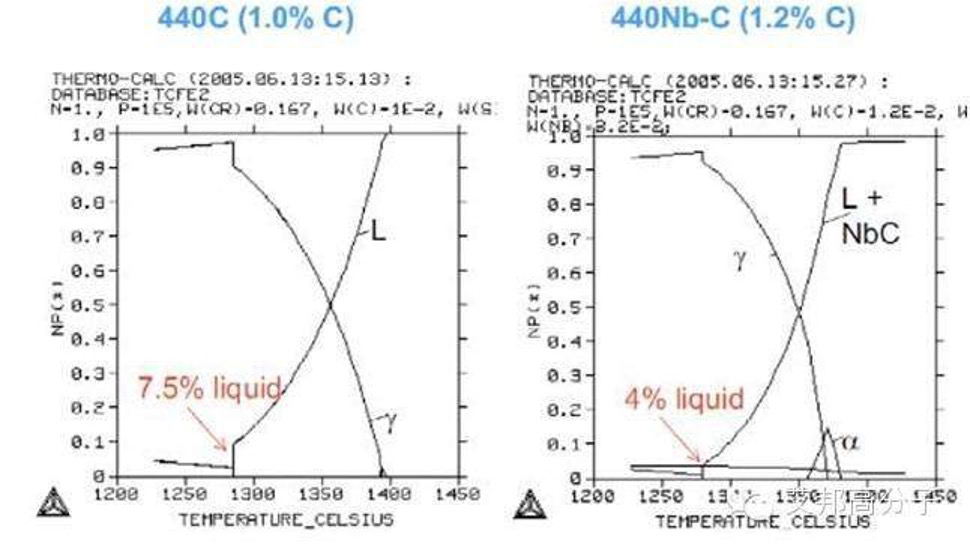
Figure: Temperature-liquid phase content comparison between 440C (1%C) and 440C-Nb (1.2%C)
Correspondingly, the solid-phase line temperature in the 440C-Nb (1.2% C) system is 1281°C, which is only a little lower than 440C. When the temperature exceeds the solid-phase line, only 4% of the liquid phase is formed, and when the temperature continues to rise to 1294°C, the amount of liquid phase remains at 4% (because of the presence of NbC, a large amount of C is fixed in the form of NbC and the γ + M7C3⇄ liquid-phase eutectic reaction is suppressed). When the temperature is increased to 1350°C, at which point the liquid-phase line temperature of 70°C is exceeded, the liquid-phase content of 440C-Nb remains lower than 440C.
This explains well the problem encountered with 440C sintering: the amount of liquid phase produced by slight temperature changes at different locations in the sintering furnace or even at different locations in the same part varies. For 440C-Nb the amount of liquid phase is even smaller and does not increase much with increasing temperature, so that such problems rarely occur.
All in all, this new material can serve well as a material with high hardness and high corrosion resistance required in the MIM process.